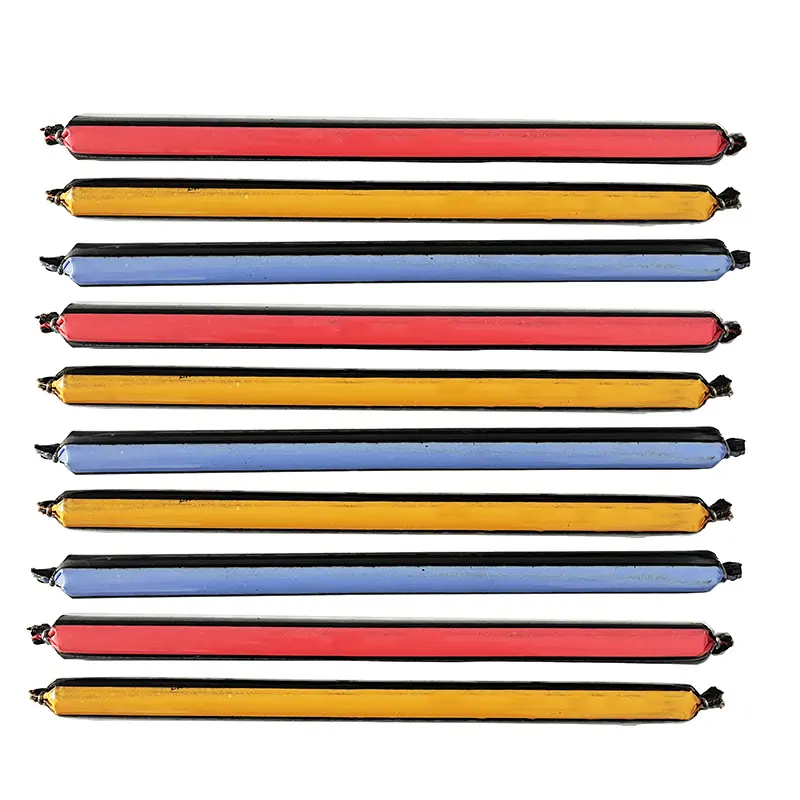







સંપૂર્ણપણે થ્રેડેડ કોંક્રિટ સ્ટ્રાન્ડ
રચના
1. સ્ટીલ વાયર:
સ્ટીલ સ્ટ્રાન્ડનો સ્ટીલ વાયર ઉચ્ચ-શક્તિવાળા ઉચ્ચ-ગુણવત્તાવાળા સ્ટીલ વાયરથી બનેલો છે. સ્ટીલના વાયરને કાટ લાગતો અટકાવવા માટે સામાન્ય રીતે તેની સપાટીને ગેલ્વેનાઇઝિંગ, એલ્યુમિનિયમ પ્લેટિંગ, ટીન પ્લેટિંગ અને અન્ય પ્રક્રિયાઓ દ્વારા સારવાર આપવામાં આવે છે.
2. કોર વાયર:
કોર વાયર એ સ્ટીલ સ્ટ્રૅન્ડનું આંતરિક સપોર્ટ માળખું છે, સામાન્ય રીતે સ્ટીલ સ્ટ્રૅન્ડની સ્થિરતા અને બેન્ડિંગ પ્રતિકારની ખાતરી કરવા માટે સ્ટીલ કોર અથવા ફાઇબર કોરનો ઉપયોગ કરવામાં આવે છે.
3.કોટિંગ:
કોટિંગ સ્ટીલ સ્ટ્રાન્ડની સપાટી પર એક રક્ષણાત્મક સ્તર છે, અને તેનું કાર્ય સ્ટીલ સ્ટ્રાન્ડને કાટ, વસ્ત્રો અને ઓક્સિડેશનથી અટકાવવાનું છે.
ટૂંકમાં, સ્ટીલ સ્ટ્રાન્ડના ઘટકોમાં સ્ટીલ વાયર, કોર વાયર અને કોટિંગનો સમાવેશ થાય છે. આ ઘટકોની ગુણવત્તા અને લાક્ષણિકતાઓ સ્ટીલ સ્ટ્રાન્ડની કામગીરી અને સેવા જીવનને સીધી અસર કરશે. તેથી, સ્ટીલ સ્ટ્રેન્ડ પસંદ કરતી વખતે, ઉપયોગ દરમિયાન તેની સલામતી અને કાર્યક્ષમતા સુનિશ્ચિત કરવા માટે ચોક્કસ ઉપયોગની જરૂરિયાતો અને પર્યાવરણ અનુસાર યોગ્ય સ્ટીલ સ્ટ્રેન્ડ સામગ્રી અને મોડેલ પસંદ કરવું જરૂરી છે.

ઇન્સ્ટોલેશન પ્રક્રિયા
1.સામગ્રીની તૈયારી:
પ્રથમ, સામગ્રી અને સાધનો જેમ કે સ્ટીલ સેર અને બોલ્ટ તૈયાર કરવાની જરૂર છે.
2. બોલ્ટ મૂકવો અને દોરો:
ડિઝાઇનની જરૂરિયાતો અનુસાર, સ્ટીલની સેર પુલ, વાયડક્ટ્સ અને અન્ય માળખાં પર નાખવામાં આવે છે જેને લોડ-બેરિંગ અને ભૂકંપ પ્રતિકાર વધારવાની જરૂર હોય છે. પછી, બોલ્ટને અંતિમ કવરના છિદ્રમાં દાખલ કરો અને વાયુયુક્ત રેંચ વડે બોલ્ટને સજ્જડ કરો.
3.સ્ટ્રેન્ડિંગ:
પ્રિફેબ્રિકેટેડ સ્ટીલ સ્ટ્રેન્ડને કામચલાઉ રેક્સ પર બાજુમાં નાખવામાં આવે છે અને પછી ટ્વિસ્ટેડ કરવામાં આવે છે.
4.ટેન્શન:
ટ્વિસ્ટેડ સ્ટીલ સ્ટ્રાન્ડને પૂર્વનિર્ધારિત સ્થિતિમાં ખેંચો. આ પગલામાં સેરને પૂર્વનિર્ધારિત લંબાઈ અને તાણ સુધી ખેંચવા માટે ટેન્શનિંગ મશીનનો ઉપયોગ કરવાની જરૂર છે.
5. એન્કરેજ:
સ્ટીલ સ્ટ્રૅન્ડના ટેન્શનિંગને પૂર્ણ કર્યા પછી, સ્ટીલ સ્ટ્રૅન્ડના બીજા છેડાને એન્કરિંગ માટે એન્કર પર નિશ્ચિતપણે નિશ્ચિત કરવાની જરૂર છે. એન્કરિંગ કાર્ય કરતી વખતે, ખેંચવાના બળ અને સેરની સંખ્યાના આધારે ઉપયોગમાં લેવાતા એન્કરના પ્રકાર અને જથ્થાને નિર્ધારિત કરવું જરૂરી છે, અને દરેક સ્ટ્રાન્ડ પર સમાનરૂપે બધા એન્કર ઇન્સ્ટોલ કરો. ઇન્સ્ટોલેશન પછી, ટેન્શનિંગ અને એન્કરિંગ માટેના સેરને 24 કલાકથી વધુ સમય માટે મૂકવાની જરૂર છે જેથી સ્ટીલની સેર મજબૂત થાય તેની રાહ જોવામાં આવે.
6. કાટ વિરોધી સ્પ્રે:
ટેન્શનિંગ અને એન્કરિંગ પૂર્ણ થયા પછી, કાટ વિરોધી સારવાર માટે સ્ટીલની સેરને સ્પ્રે-કોટેડ કરવાની જરૂર છે.
7.સ્વીકૃતિ:
અંતે, સંપૂર્ણ ઉપચાર પછી, સેરની તપાસ કરવામાં આવે છે અને સ્વીકારવામાં આવે છે. નિરીક્ષણ અને સ્વીકૃતિમાં દેખાવ, તાણ શક્તિ અને સ્ટીલ સેરની સંખ્યાના પરીક્ષણનો સમાવેશ કરવાની જરૂર છે.

ફાયદો
1. પ્રતિકાર પહેરો:કારણ કે સ્ટીલના તાર એકથી વધુ સ્ટીલના વાયરોથી બનેલા હોય છે અને તેની સપાટીની કઠિનતા ઊંચી હોય છે, જ્યારે વજન સમાન હોય ત્યારે તેમનો વસ્ત્રો પ્રતિકાર અન્ય સામગ્રીઓ કરતાં શ્રેષ્ઠ હોય છે.
2.ઉચ્ચ શક્તિ:સ્ટીલના સ્ટ્રૅન્ડને સ્ટીલના બહુવિધ વાયરો વડે ટ્વિસ્ટેડ હોવાને કારણે, તે મોટી સંખ્યામાં ભારે વસ્તુઓના ઉપાડ અને પરિવહનનો સામનો કરી શકે છે.
3.કાટ પ્રતિકાર:સ્ટીલ સ્ટ્રેન્ડની બહારના ભાગને સામાન્ય રીતે ગેલ્વેનાઇઝિંગ અથવા અન્ય પદ્ધતિઓ દ્વારા ગણવામાં આવે છે, જે અસરકારક રીતે સ્ટીલના સેરને ઓક્સિડાઇઝ થવાથી અને ઉપયોગ દરમિયાન કાટ લાગતા અટકાવી શકે છે.
4.ઉચ્ચ તાપમાન પ્રતિકાર:સ્ટીલ સ્ટ્રાન્ડની કઠિનતા ગરમ થયા પછી ઘટે છે, પરંતુ તેની સ્થિતિસ્થાપકતા યથાવત રહે છે અને ઉચ્ચ તાપમાનના વાતાવરણમાં ભારે ભારનો સામનો કરી શકે છે.
5.સરળ જાળવણી:સ્ટીલની સેરને તેમની સારી સ્થિતિ જાળવવા માટે નિયમિતપણે સાફ અને લ્યુબ્રિકેટ કરવાની જરૂર છે.