


Ensuring a perfect cement job is fundamental to the long-term integrity and productivity of any oil and gas well. A critical component in achieving this is the humble centralizer, and more specifically, the advanced turbolizer centralizer. This article dives deep into the world of bow spring centralizers, particularly the hinged non-welded bow spring turbolizer centralizer and slip on welded turbolizer types. We’ll explore their function, design variations (like hinged non-welded bow spring vs. slip on welded bow spring), the importance of features like the bow, hinge, and fins, and why understanding these tools is vital for anyone involved in specifying or purchasing well completion equipment. If you want to ensure your casing pipe is perfectly positioned and your cement job is flawless, read on to discover how the right centralizer makes all the difference.
What Exactly is a Bow Spring Centralizer and Why is it Essential for Well Integrity?
At its core, a centralizer is a mechanical device secured around the casing string before it’s lowered into the well bore. Its primary job is simple but crucial: to keep the casing pipe centered within the borehole. Why is this centering so important? Proper centralization ensures a uniform annular space between the casing and the formation wall. This uniformity is vital for achieving a successful primary cement job – the process of pumping cement slurry into this annulus to seal it off, provide structural support, and prevent fluid migration between different geological zones. Without effective centering, the casing can lie eccentrically, leading to thin spots or gaps in the cement sheath (channeling), compromising well integrity.
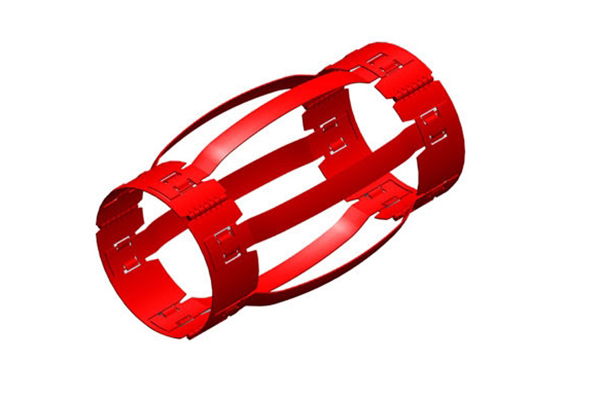
The bow spring centralizer is one of the most common types. As the name suggests, it features flexible bow springs attached to end collars. These bows are designed to flex inwards as the casing passes through tight spots or restrictions in the well bore and then spring back outwards in wider sections, exerting a restoring force against the borehole wall to maintain standoff. This bow spring action allows them to accommodate variations in hole diameter while still providing reliable centering. The effectiveness of a bow spring centralizer depends largely on its restoring force (the ability to push the casing away from the borehole wall) and its starting force (the force required to initially insert the centralizer into the well).
Using the right centralizer directly impacts operational efficiency and safety. A poor cement job due to inadequate centralization can lead to costly remedial work, production issues, and potentially serious environmental or safety incidents. Therefore, understanding the function and selecting the appropriate bow spring centralizer is a fundamental step in well construction planning. Whether it’s a standard bow spring centralizer or a specialized variant like the turbolizer bow spring centralizer, its role in achieving zonal isolation and ensuring the long-term health of the well cannot be overstated. The goal is always to centralize the casing effectively for optimal cementing quality.
How Does a Turbolizer Centralizer Enhance Cementing Compared to Standard Designs?
While a standard bow spring centralizer focuses solely on centering the casing, a turbolizer centralizer adds another critical function: inducing turbulence in the cement slurry during pumping. Standard centralizers ensure the space is available for the cement, but turbolizers actively condition the fluid flow within that space. They achieve this through the incorporation of specifically angled fins or blades onto the centralizer body or bows. These fins act like small paddles or deflectors as the cement slurry flows past them.
This induced turbulence provides several significant advantages over the laminar flow often encountered with standard centralizers. Turbulent flow is much more effective at displacing drilling mud and filter cake from the borehole wall. Mud and filter cake left behind can create channels in the cement sheath, providing pathways for unwanted fluid migration. By vigorously mixing the cement slurry during pumping, the turbolizer centralizer helps to scour the borehole wall clean, promoting a stronger, more complete bond between the cement, the casing, and the formation. This process of generating turbulence in cementing slurry is key to its enhanced performance.
Therefore, the turbolizer centralizer represents an evolution of the standard centralizer concept. It combines the essential centering function, often using a bow spring design for flexibility (bow spring action), with active fluid flow management. This dual action leads to improved mud removal, reduced risk of channeling, better cement bonding, and ultimately, superior zonal isolation and cementing quality. Choosing a turbolizer like a non welded bow spring turbolizer or a welded turbolizer can be particularly beneficial in challenging well conditions, such as highly deviated or horizontal wells, where mud displacement is naturally more difficult. These devices, sometimes referred to as turbolizers for casing pipe, are a valuable tool for ensuring long-term well integrity.
Decoding the Design: Key Features of Non-Welded Bow Spring Centralizers?
Non-welded bow spring centralizers have gained popularity due to their unique construction and perceived advantages in certain applications. Unlike traditional welded designs where the bow springs are directly welded to the end collars, the non-welded type features bows that are typically formed from a single piece of steel along with the end collar, or mechanically locked into the end collars without high-heat welding. This manufacturing method eliminates the potential weak points associated with welds, which can sometimes be susceptible to failure under high stress or fatigue.
A key feature of the non-welded bow spring centralizer is its inherent robustness and flexibility. The bows are often made from high tensile steel, carefully heat-treated to achieve the desired spring back characteristics and strength. This ensures they can withstand the rigors of running casing in challenging well conditions, including navigating tight spots and deviated sections, while still providing consistent restoring force. The absence of welds also contributes to a smoother profile, potentially reducing drag during running operations. The non-welded single bow spring centralizer is a common configuration, offering a balance between performance and simplicity.
Furthermore, the manufacturing process for non-welded centralizers often allows for greater precision and consistency. Designs like the hinged non welded bow spring centralizer offer installation flexibility (more on that later), while slip-on non-welded versions provide a solid, unitized body. Some advanced non welded bow spring turbolizer designs incorporate the turbulence-inducing fins directly into the bow structure, creating a highly efficient dual-purpose centralizer. The focus on non-welded construction often results in a centralizer with enhanced fatigue resistance and overall durability, making them a reliable choice for ensuring casing centralization. These non welded turbolizer centralizers represent a significant advancement in centralizer technology.

Hinged vs. Slip-On Centralizers: Which Design Offers More Advantages?
When selecting a bow spring centralizer (including turbolizer variants), one of the fundamental choices is between a hinged design and a slip-on design. Each has its own set of advantages and preferred applications. Understanding these differences is crucial for efficient operations and effective centralization. The hinged non welded bow spring type is a popular example of the hinged category, while slip on welded and non-welded types represent the slip-on approach.
Hinged centralizers, as the name implies, feature a hinge mechanism. They are typically supplied in two halves (or can be opened fully) and are clamped around the casing pipe at the desired position on the rig floor before being run into the well.
- Advantages:
- Installation Flexibility: They can be installed anywhere along the casing string without needing to slide them over the end of the pipe. This is particularly useful if other casing attachments (like stop collars) are already in place or if rig floor space is limited.
- Easy Handling: Often easier to transport and handle on the rig floor compared to bulky slip-on types.
- Retrofitting: Can potentially be added even after sections of casing have been made up.
- Considerations: The hinge and locking mechanism must be robust to prevent accidental opening downhole. Quality manufacturing is key.
Slip-on centralizers (slip on welded bow spring or non-welded) are single-piece units that must be slid over the end of the casing pipe before it’s connected to the next joint.
- Advantages:
- Integral Strength: Generally considered more robust due to their solid, one-piece construction without hinges or locking pins, which could potentially be weak points. The slip on welded turbolizer offers a very rigid structure.
- Streamlined Profile: Often have a smoother outer profile, reducing drag during running.
- Considerations:
- Installation Sequence: Require careful planning as they must be installed in sequence as the casing is assembled.
- Handling: Can be bulkier and require more effort to slide onto the casing.
The choice between hinged non welded (or welded) and slip on welded (or non welded) centralizers often depends on operational preferences, well conditions, specific casing program requirements, and the type of associated equipment being used, such as stop collar placement. Both types, when properly designed and manufactured according to standards like API specification 10D, can provide effective centralization. The hinged non-welded bow design combines installation ease with the benefits of non-welded construction.
Why is High-Quality Steel the Backbone of Reliable Bow Spring Centralizer Performance?
The performance of any bow spring centralizer, whether standard or a turbolizer centralizer, fundamentally relies on the quality of the material used – primarily steel. The bows must possess a unique combination of properties: they need sufficient strength and rigidity to exert the required restoring force to centralize the casing, yet also enough flexibility to compress when passing through tight sections of the borehole without permanent deformation. This ability to deform and then return to their original shape (spring back) is critical.
Using high tensile steel is standard practice for manufacturing quality centralizer bows. This type of steel undergoes specific alloying and heat treatment processes to achieve high yield strength and hardness. This ensures the bows can withstand the significant stresses encountered downhole – compression forces, impacts, and abrasion against the formation – without breaking or losing their ability to provide standoff. Inferior steel or improper heat treatment can lead to bows flattening permanently (losing restoring force) or even breaking off, rendering the centralizer ineffective and potentially creating junk in the hole.
Furthermore, the end collars (and hinge components in hinged designs) also require robust steel construction to securely hold the bows and withstand the axial and rotational forces during casing running and cementing. Corrosion resistance is another factor, especially in harsh well environments. While standard steel is common, sometimes a special coating like an iron phosphate coating process to prevent corrosion is applied, or in highly corrosive conditions, stainless steel might be specified. Ultimately, the integrity of the steel used in every component – from the bows to the end collars – dictates the centralizer’s reliability and its ability to perform its crucial function throughout the life of the well. Reputable casing centralizers manufacturers prioritize material quality and adhere to strict manufacturing standards. Some turbo fins are specially made from similar high-quality steel.

What is the Function of Stop Collars in a Centralizer Assembly?
While the centralizer itself provides the standoff, it needs to be held securely in the correct position on the casing string to be effective. This is where the stop collar comes in. A stop collar is a separate device clamped firmly onto the casing pipe, typically positioned above and sometimes below a centralizer (especially for slip-on types). Its sole purpose is to prevent the centralizer from sliding axially along the casing during running operations or the cementing process.
Imagine running a casing string with slip-on centralizers into a deviated well. Gravity and friction against the borehole wall will exert significant forces trying to push the centralizers up the casing string. Similarly, the fluid dynamics during cement pumping can create forces that might try to displace the centralizers. If the centralizers move from their planned positions, the casing won’t be properly centered in the zones of interest, potentially compromising the cement job. The stop collar acts as a fixed shoulder, blocking this unwanted movement.
Stop collars come in various designs, including hinged, slip-on, set screw types, and heavy-duty versions designed to provide high holding force. The selection depends on the expected forces and the type of centralizer being used. For instance, a slip on welded bow spring centralizer would typically require stop collars above and below it, while a hinged non welded bow spring centralizer might only need one if its design prevents downward slippage. Ensuring the stop collar casing connection is secure is vital; a loose stop collar negates its purpose. They are an essential accessory for ensuring that bow spring centralizers and turbolizer centralizers remain exactly where they are needed for optimal performance.
How Do the Fins or Blades on a Turbolizer Improve Cement Bonding?
The defining feature of a turbolizer centralizer is its set of fins or blades. These aren’t just passive additions; they are engineered hydrodynamic elements designed to actively manipulate the fluid flow of the cement slurry in the annulus. As the slurry is pumped past the turbolizer, the angled fins or deflector blades disrupt the smooth, layered (laminar) flow that might otherwise occur, especially at lower pump rates or in wider annular sections. They create swirls, eddies, and chaotic mixing – in short, turbulence.
This induced turbulence is highly beneficial for cement bonding. Firstly, it dramatically improves mud displacement efficiency. Drilling mud tends to cling to the borehole wall and the casing surface, forming a layer known as filter cake. Laminar flow often bypasses patches of this mud, leaving them trapped and creating potential channels in the set cement. Turbulent flow, however, has a much higher scouring action. The swirling cement slurry effectively scrubs the borehole wall and casing surface, lifting and carrying away residual mud and filter cake ahead of the main cement column. Generating turbulence in cementing slurry is the primary mechanism for this cleaning action.
Secondly, the improved cleaning and mixing action ensures a more intimate contact between the fresh cement slurry and both the formation and the casing surface. This leads to a stronger adhesive bond and a more uniform cement sheath, free from mud inclusions or weak spots. The fins on a turbolizer bow spring centralizer or a slip on welded turbolizer essentially condition the annulus just before the cement arrives, preparing the surfaces for optimal bonding. The result is enhanced cementing quality, better zonal isolation, and a significant reduction in the likelihood of costly remedial cementing operations. The turbo fins are specially made of high tensile steel to withstand the abrasive flow.
Selecting the Best Supplier for Bow Spring Centralizers: What Should You Look For?
Choosing the right supplier for critical equipment like bow spring centralizers and turbolizer centralizers is just as important as selecting the right type of centralizer. For procurement professionals like Mark Thompson, who value quality but need competitive pricing, finding a reliable manufacturing partner is key. When evaluating a potential supplier, several factors should be considered beyond just the initial price quote.
First, assess the supplier’s manufacturing capabilities and quality control processes. Do they have experience producing the specific type of centralizers the end user requires, such as hinged non welded bow spring centralizers or slip on welded turbolizers? Request information about their material sourcing (especially for steel), heat treatment procedures, welding qualifications (if applicable), and testing protocols. Do they perform tests to verify restoring force and starting force according to API standards? A reputable supplier will be transparent about their manufacturing processes and quality checks. Look for certifications like API Q1 or ISO 9001.
Second, evaluate the supplier’s technical expertise and customer support. Can their sales and technical teams provide knowledgeable advice on selecting the best centralizer (bow spring centralizer, rigid centralizer, turbolizer) for specific well conditions? Are they responsive to inquiries and able to provide clear documentation, including specification sheets and test reports? Efficient communication, especially when dealing with overseas suppliers, is crucial to avoid misunderstandings and delays. Consider their experience in exporting to your region (e.g., USA, Europe) and their understanding of relevant logistics and customs procedures. Look for a supplier who acts as a partner, not just a vendor. As a manufacturer and supplier ourselves, we understand these needs intimately. We provide not just Self-drilling Hollow Anchor systems, but also the expertise that ensures successful application.
Are There Industry Standards (like API) Governing Centralizer Specifications?
Yes, absolutely. The American Petroleum Institute (API) publishes standards that are widely recognized and adopted globally for oilfield equipment, including centralizers. The key standard for bow spring centralizers is API Specification 10D, "Specification for Bow-Spring Casing Centralizers." This document outlines minimum requirements for the design, materials, testing, and marking of bow spring centralizers to ensure they meet acceptable levels of performance and reliability for the oil and gas industry.
API 10D covers several critical aspects. It defines standard testing procedures to measure the two most important performance characteristics of a bow spring centralizer:
- Starting Force: The maximum force required to insert the centralizer into a specified hole diameter (representing running through tight spots).
- Restoring Force: The force exerted by the centralizer at a given standoff (representing its ability to centralize the casing).
The specification provides methodologies for these tests and often defines minimum acceptable values for different centralizer classes or sizes. Adherence to these testing protocols ensures that centralizers from different manufacturers can be compared on a like-for-like basis regarding their fundamental performance.
Beyond performance testing, API 10D also addresses material quality (though often broadly, relying on manufacturer expertise for specifics like steel grade and heat treatment), manufacturing tolerances, and marking requirements. Centralizers conforming to the standard should be clearly marked with information such as the manufacturer’s name, the API monogram (if licensed), the casing size and hole size range it’s designed for, and the bow spring centralizer type. While API 10D primarily focuses on standard bow spring centralizers, its principles and testing methods are often applied by manufacturers to specialized designs like turbolizer centralizers (spring turbolizer for casing pipe, bow spring turbolizer for casing) as well, ensuring a baseline level of quality and performance verification. Look for suppliers who explicitly state compliance with API specification 10D.
Could Stainless Steel Centralizers Be a Better Choice in Certain Environments?
While the vast majority of bow spring centralizers and turbolizer centralizers are manufactured from carbon steel (often high tensile steel with appropriate heat treatment and potentially a protective coat like phosphate), there are specific downhole environments where using stainless steel becomes a highly advantageous, if not necessary, option. The primary driver for choosing stainless steel is its superior corrosion resistance.
Certain well environments can be extremely corrosive due to the presence of high concentrations of hydrogen sulfide (H2S, sour gas), carbon dioxide (CO2), chlorides (saltwater), or combinations thereof, often exacerbated by high temperatures. In such conditions, standard carbon steel centralizers can corrode relatively quickly. This corrosion can weaken the bows, reducing their restoring force and potentially leading to failure. It can also affect hinge mechanisms or end collars (centralizers the end collars). Failed centralizers not only compromise the cement job but can also create debris in the well.
Using stainless steel alloys specifically chosen for their resistance to these corrosive agents can significantly extend the life and reliability of the centralizer in aggressive environments. While stainless steel centralizers typically come at a higher initial cost compared to their carbon steel counterparts, this expense can often be justified by the reduced risk of premature failure, the avoidance of costly workovers associated with poor centralization or cement jobs, and the overall enhanced long-term well integrity. The selection of the specific stainless steel grade depends on the detailed analysis of the corrosive components present in the well fluid. Therefore, for critical wells drilled in known corrosive formations, specifying stainless steel bow spring centralizers or turbolizers is a prudent engineering decision. Other components, like high-strength Nuts and Bolts used in assemblies, may also need material upgrades in such conditions. Understanding the environment is key, just as knowing the rock type is crucial when selecting Rock Drilling Bits.
Key Takeaways:
- Centralizers are Essential: Devices like bow spring centralizers are critical for centering casing pipe in the well bore, ensuring a uniform annulus for effective cement placement.
- Turbolizers Enhance Cementing: Turbolizer centralizers, featuring fins or blades, induce turbulence in the cement slurry, improving mud removal and cement bonding compared to standard centralizers.
- Design Matters: Choose between hinged non welded bow spring designs for installation flexibility or slip on welded/non welded types for integral strength. Non-welded construction often offers enhanced durability.
- Material Quality is Paramount: High tensile steel with proper heat treatment ensures the required strength and spring back (bow spring action) for reliable performance. Stainless steel is an option for corrosive environments.
- Stop Collars Secure Position: Use stop collars to prevent axial movement of centralizers on the casing, ensuring they stay in the planned location.
- API Standards Provide Benchmarks: API Specification 10D sets standards for testing (starting/restoring force) and manufacturing of bow spring centralizers.
- Supplier Selection is Crucial: Choose a reputable supplier with proven manufacturing capabilities, strong quality control, technical expertise, and adherence to standards like API.
Post time: 4 月-07-2025