






ସଂପୂର୍ଣ୍ଣ ଥ୍ରେଡ୍ କଂକ୍ରିଟ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ |
ରଚନା
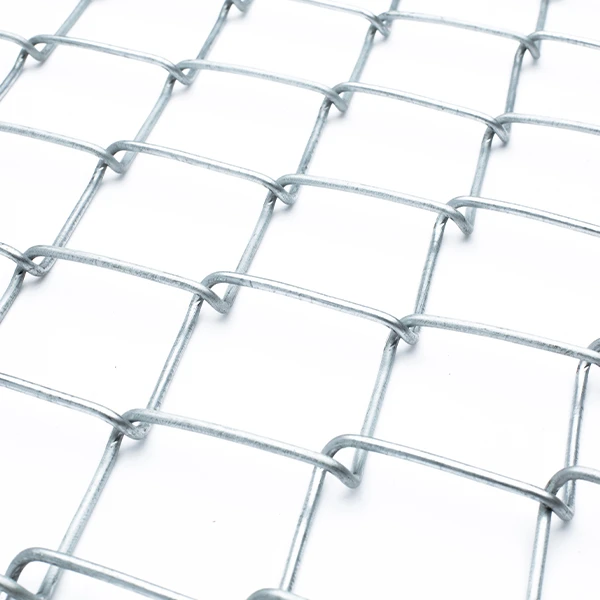
1. ଷ୍ଟିଲ୍ ତାର:
ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ଷ୍ଟିଲ୍ ତାର ଉଚ୍ଚ ଶକ୍ତି ବିଶିଷ୍ଟ ଉଚ୍ଚ-ଗୁଣାତ୍ମକ ଷ୍ଟିଲ୍ ତାରରେ ନିର୍ମିତ | ଇସ୍ପାତ ତାରକୁ କଳଙ୍କିତ ନହେବା ପାଇଁ ଏହା ସାଧାରଣତ gal ଭୂପୃଷ୍ଠକୁ ଗାଲ୍ଭାନାଇଜିଂ, ଆଲୁମିନିୟମ୍ ପ୍ଲେଟିଂ, ଟିଫିନ୍ ପ୍ଲେଟିଂ ଏବଂ ଅନ୍ୟାନ୍ୟ ପ୍ରକ୍ରିୟା ସହିତ ଚିକିତ୍ସା କରାଯାଏ |
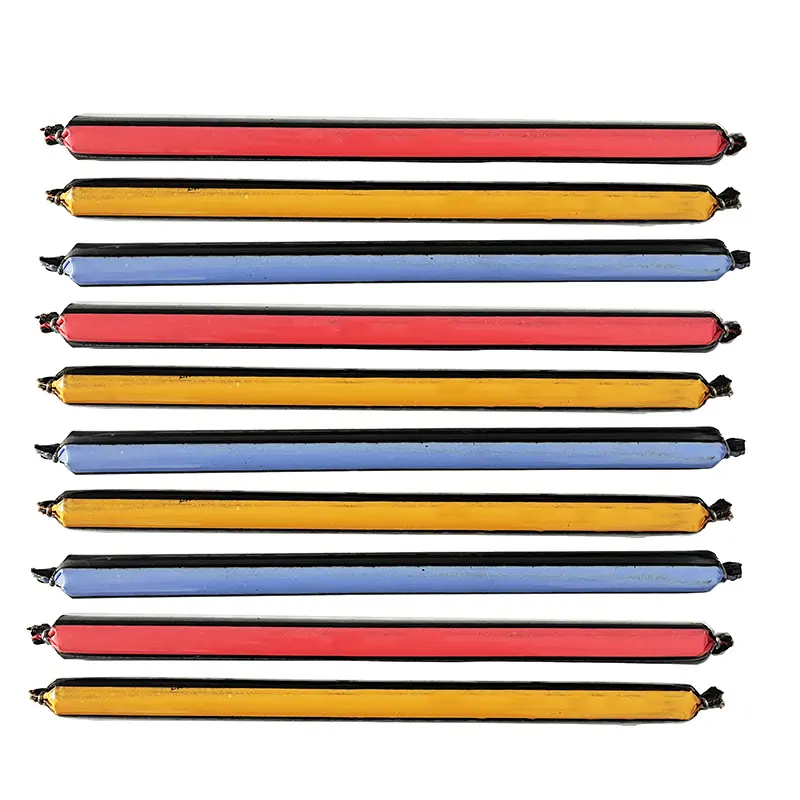
2. କୋର ତାର:
କୋର୍ ତାର ହେଉଛି ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ଆଭ୍ୟନ୍ତରୀଣ ସମର୍ଥନ ସଂରଚନା, ସାଧାରଣତ the ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ସ୍ଥିରତା ଏବଂ ନମ୍ର ପ୍ରତିରୋଧକୁ ନିଶ୍ଚିତ କରିବା ପାଇଁ ଏକ ଷ୍ଟିଲ୍ କୋର୍ କିମ୍ବା ଫାଇବର କୋର ବ୍ୟବହାର କରି |
3. କୋଚିଂ:
ଏହି ଆବରଣଟି ହେଉଛି ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ପୃଷ୍ଠରେ ଏକ ପ୍ରତିରକ୍ଷା ସ୍ତର, ଏବଂ ଏହାର କାର୍ଯ୍ୟ ହେଉଛି ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡକୁ କ୍ଷୟ, ପିନ୍ଧିବା ଏବଂ ଅକ୍ସିଡେସନରୁ ରକ୍ଷା କରିବା |
ସଂକ୍ଷେପରେ, ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ଉପାଦାନଗୁଡ଼ିକରେ ଷ୍ଟିଲ୍ ତାର, କୋର୍ ତାର ଏବଂ ଆବରଣ ଅନ୍ତର୍ଭୁକ୍ତ | ଏହି ଉପାଦାନଗୁଡ଼ିକର ଗୁଣବତ୍ତା ଏବଂ ବ characteristics ଶିଷ୍ଟ୍ୟଗୁଡିକ ସିଧାସଳଖ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର କାର୍ଯ୍ୟଦକ୍ଷତା ଏବଂ ସେବା ଜୀବନକୁ ପ୍ରଭାବିତ କରିବ | ତେଣୁ, ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ ଚୟନ କରିବାବେଳେ, ବ୍ୟବହାର ସମୟରେ ଏହାର ନିରାପତ୍ତା ଏବଂ ଦକ୍ଷତା ନିଶ୍ଚିତ କରିବାକୁ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବହାର ଆବଶ୍ୟକତା ଏବଂ ପରିବେଶ ଅନୁଯାୟୀ ଉପଯୁକ୍ତ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ ସାମଗ୍ରୀ ଏବଂ ମଡେଲ୍ ଚୟନ କରିବା ଆବଶ୍ୟକ |

ସ୍ଥାପନ ପ୍ରକ୍ରିୟା
1. ସାମଗ୍ରୀ ପ୍ରସ୍ତୁତି:
ପ୍ରଥମେ, ସାମଗ୍ରୀ ଏବଂ ଯନ୍ତ୍ରପାତି ଯେପରିକି ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ ଏବଂ ବୋଲ୍ଟ ପ୍ରସ୍ତୁତ ହେବା ଆବଶ୍ୟକ |
2. ଲେଟିଂ ଏବଂ ବୋଲ୍ଟ ଅଙ୍କନ:
ଡିଜାଇନ୍ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ, ବ୍ରିଜ୍, ଭିଆଡକ୍ଟସ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ସଂରଚନା ଉପରେ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ ରଖାଯାଇଛି ଯାହାକି ଭାର ଧାରଣ ଏବଂ ଭୂକମ୍ପ ପ୍ରତିରୋଧର ଆବଶ୍ୟକ କରେ | ତାପରେ, ବୋଲ୍ଟକୁ ଶେଷ କଭର ଗର୍ତ୍ତରେ ଭର୍ତ୍ତି କର ଏବଂ ନିମୋନେଟିକ୍ ରେଞ୍ଚ ସହିତ ବୋଲ୍ଟକୁ ଟାଣ |
3. ଷ୍ଟ୍ରାଣ୍ଡିଂ :
ପ୍ରିଫେବ୍ରିକେଟ୍ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ଅସ୍ଥାୟୀ ର୍ୟାକ୍ ଉପରେ ପାର୍ଶ୍ୱରେ ରଖାଯାଇ ତା’ପରେ ମୋଡ଼ି ହୋଇଯାଏ |
4. ଟେନସନ :
ମୋଡ଼ାଯାଇଥିବା ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡକୁ ପୂର୍ବ ନିର୍ଦ୍ଧାରିତ ସ୍ଥିତିକୁ ଟାଣନ୍ତୁ | ଏହି ପଦକ୍ଷେପଟି ପୂର୍ବ ନିର୍ଦ୍ଧାରିତ ଲମ୍ବ ଏବଂ ଟେନସନକୁ ଟାଣିବା ପାଇଁ ଏକ ଟେନସିଂ ମେସିନର ବ୍ୟବହାର ଆବଶ୍ୟକ କରେ |
5. ଆଙ୍କୋରେଜ୍ :
ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ଟେନସିଂ ସମାପ୍ତ କରିବା ପରେ, ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ଅନ୍ୟ ମୁଣ୍ଡକୁ ଆଙ୍କରିଙ୍ଗ୍ ପାଇଁ ଆଙ୍କର୍ ଉପରେ ଦୃ ly ଭାବରେ ସ୍ଥିର କରାଯିବା ଆବଶ୍ୟକ | ଆଙ୍କରିଙ୍ଗ୍ କାର୍ଯ୍ୟ କରିବାବେଳେ, ଟାଣିବା ଶକ୍ତି ଏବଂ ଷ୍ଟ୍ରାଣ୍ଡ୍ ସଂଖ୍ୟା ଉପରେ ଆଧାର କରି ବ୍ୟବହୃତ ହେବାକୁ ଥିବା ଲଙ୍କାର ପ୍ରକାର ଏବଂ ପରିମାଣ ନିର୍ଣ୍ଣୟ କରିବା ଆବଶ୍ୟକ ଏବଂ ପ୍ରତ୍ୟେକ ଷ୍ଟ୍ରାଣ୍ଡରେ ସମାନ ଭାବରେ ସମସ୍ତ ଲଙ୍କାର ସ୍ଥାପନ କରିବା ଆବଶ୍ୟକ | ସଂସ୍ଥାପନ ପରେ, ଟେନସନ୍ ଏବଂ ଆଙ୍କରିଙ୍ଗ୍ ପାଇଁ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ 24 ଘଣ୍ଟାରୁ ଅଧିକ ସମୟ ପାଇଁ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ଦୃ solid ହେବା ପାଇଁ ଅପେକ୍ଷା କରିବାକୁ ପଡିବ |
6. ଆଣ୍ଟି-କରୋଜିସନ୍ ସ୍ପ୍ରେ କରନ୍ତୁ :
ଟେନସିଂ ଏବଂ ଆଙ୍କରିଙ୍ଗ୍ ସମାପ୍ତ ହେବା ପରେ, ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ଆଣ୍ଟି-କରୋଜିନ୍ ଚିକିତ୍ସା ପାଇଁ ସ୍ପ୍ରେ-ଆବୃତ ହେବା ଆବଶ୍ୟକ |
7. ଗ୍ରହଣ :
ଶେଷରେ, ସଂପୂର୍ଣ୍ଣ ଆରୋଗ୍ୟ ପରେ, ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ଯାଞ୍ଚ କରାଯାଇ ଗ୍ରହଣ କରାଯାଏ | ଯାଞ୍ଚ ଏବଂ ଗ୍ରହଣ, ଇସ୍ପାତ ଷ୍ଟ୍ରାଣ୍ଡର ରୂପ, ଟେନସାଇଲ୍ ଶକ୍ତି ଏବଂ ସଂଖ୍ୟା ସଂଖ୍ୟା ପରୀକ୍ଷା କରିବା ଆବଶ୍ୟକ କରେ |

ସୁବିଧା
1. ପୋଷାକ ପ୍ରତିରୋଧ:କାରଣ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ଏକାଧିକ ଷ୍ଟିଲ୍ ତାରରେ ନିର୍ମିତ ଏବଂ ଏହାର ଭୂପୃଷ୍ଠ କଠିନତା ଥାଏ, ଓଜନ ସମାନ ଥିବାବେଳେ ସେମାନଙ୍କର ପୋଷାକ ପ୍ରତିରୋଧ ଅନ୍ୟ ସାମଗ୍ରୀଠାରୁ ଉନ୍ନତ ଅଟେ |
2. ଉଚ୍ଚ ଶକ୍ତି:କାରଣ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡ୍ ଏକାଧିକ ଷ୍ଟିଲ୍ ତାର ସହିତ ମୋଡ଼ି ହୋଇଥିବାରୁ ଏହା ବହୁ ସଂଖ୍ୟକ ଭାରୀ ବସ୍ତୁର ଉଠାଇବା ଏବଂ ପରିବହନକୁ ସହ୍ୟ କରିପାରିବ |
3. କ୍ଷୟ ପ୍ରତିରୋଧ:ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର ବାହ୍ୟକୁ ସାଧାରଣତ gal ଗାଲ୍ଭାନାଇଜିଂ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ପଦ୍ଧତି ସହିତ ଚିକିତ୍ସା କରାଯାଏ, ଯାହା ବ୍ୟବହାର ସମୟରେ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡ଼ିକୁ ଅକ୍ସିଡାଇଜ୍ ଏବଂ କ୍ଷୟ ହେବାକୁ ରୋକିପାରେ |
4. ଉଚ୍ଚ ତାପମାତ୍ରା ପ୍ରତିରୋଧ:ଗରମ ହେବା ପରେ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡର କଠିନତା କମିଯାଏ, କିନ୍ତୁ ଏହାର ଇଲାସ୍ଟିସିଟି ଅପରିବର୍ତ୍ତିତ ରହିଥାଏ ଏବଂ ଉଚ୍ଚ ତାପମାତ୍ରା ପରିବେଶରେ ଭାରୀ ଭାରକୁ ସହ୍ୟ କରିପାରେ |
5. ସହଜ ରକ୍ଷଣାବେକ୍ଷଣ:ସେମାନଙ୍କର ଭଲ ଅବସ୍ଥା ବଜାୟ ରଖିବା ପାଇଁ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାଣ୍ଡଗୁଡିକ ନିୟମିତ ସଫା ଏବଂ ତେଲ ଲଗାଇବା ଆବଶ୍ୟକ |